製造業で働いている方にはお馴染みの工程能力指数。計算はできても、理屈がわかっていない人が多い気がしています。
Cpkとして数値化することが多いですが、このCpkは IATF16949で要求 されているPPAP(Production Part Approval Process:生産部品承認プロセス)の承認時に必要な情報となっております。また、IATF16949では組織は工程能力を検証し、Cpkの結果を維持するよう要求しております。

こんな方にオススメの記事
- 品質管理や生産技術部門で業務を行う方(これから行う方)
- 製造で検査を行っている方
- 工程能力について理解を深めたい方
事前に知っておきたいこと
工程能力指数を知る前に、確率分布を知っておく必要があります。
- 正規分布
- ばらつき(σ)
これらポイントを知っているうえで工程能力指数を語る必要があります。
もし自信がない方は、別の記事で紹介しているのでご覧ください。
概要
生産工場にはいくつもの製造ラインが存在します。この製造ラインは、寸法通りの製品を作る ”能力” があるかを数値化したもので、工程が安定してものづくりができるのか判断する指標になります。
どのような原理で数値化をするのか説明します。
製品を製造するうえでのばらつき具合は原則、正規分布に従います。もし正規分布に従わない分布を取っている場合は、生産工程に異常が発生しているとみなし、調査・改善をする必要があります。
例えば、長さ5cmのネジを製造するとします。ただ製品を製造するうえで全てを5cmピッタリで作れるわけではありません。ある程度ばらつきが生じてしまいますので、製品として問題ない範囲でばらつきを考慮したSpecを定めます。
ここでSpecを『5±1cm』と定めたとすると、『4cm以上で6cm以下』の製品であれば ”問題なし” と判定します。
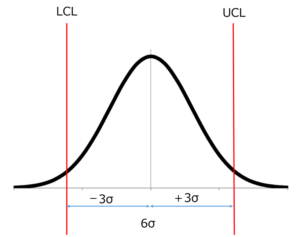
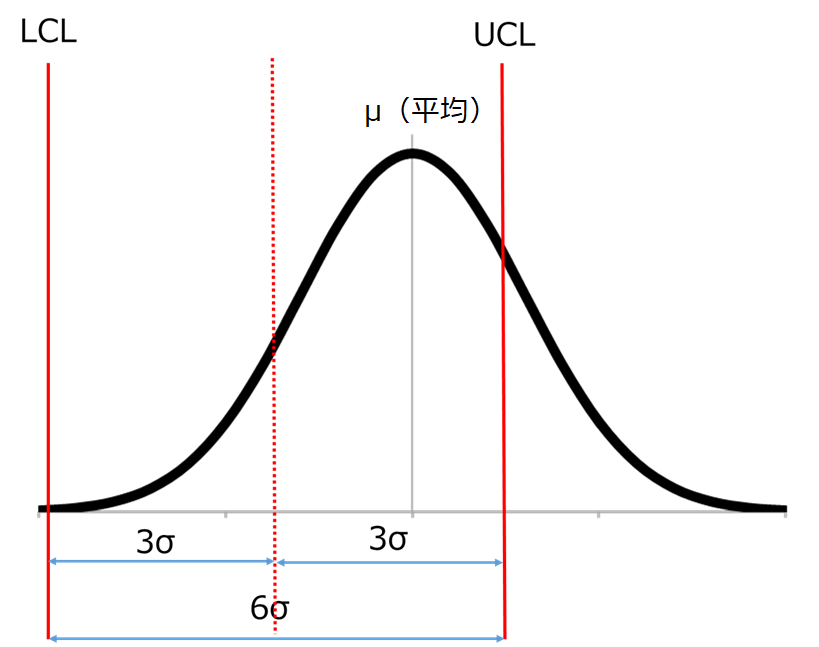
正規分布の話になりますが、±3σの範囲に 全体の99.7% が含まれるため、ネジを製造する際はこの範囲から外れないように工程を管理すれば、不具合は起きにくいといえます。
そしてここでいう、
“4cm” を 下方管理限界 (LCL, Lower Control Limit) といい、
”6cm” を 上方管理限界 (UCL, Upper Control Limit) といいます。
図で示すとこんな感じです!
ここで工程能力指数の話に移りますが、まず初めに工程能力指数には “Cp” と “Cpk” の2種類が存在します。
どちらも工程能力を表す数字になりますが、“Cp” には “ばらつき” を加味できないという大きな欠点があります。
さきほどのネジの話のように、一般的にものづくりをする上では、完璧に同じ寸法の製品を量産することは不可能で、多少なりともばらつきが生じてしまいます。そのばらつきを踏まえて工程能力を評価できる指数が “Cpk” になります。
工程能力指数(Cp , Cpk)とは?
はじめに、Cp について説明します。式はこのように表します。
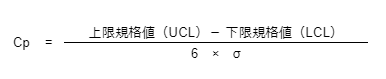
分母の “6σ” というのは、前章の “±3σ” の幅です。そして分子に、上限値 と 下限値 の差分をとります。
±3σの中には全体の99.7%のデータが入ってきますが、この±3σが上限値と下限値の中にどれくらい収まっているのか比率でみることで、工程能力指数を示しています。
この工程能力指数、一般的に 1.33以上 を確保しなくてはならないと言われていますが、これは8σ分がこの正規分布に収まっていればOKという考え方です。(上記公式の分子に、 8σ を代入して計算してください)
以下の表が1σ毎の確率表になりますが、8σ(±4σ)の範囲から外れる確率は “0.0063%” になります。分数になおすと、”約6/100000″ ですので、工程能力指数を1.33以上で管理を行うと、統計的に10万個つくって不具合が6個発生するということになります。
| σの範囲 | 範囲の中に入る確率 | 範囲から外れる確率 |
| ±σ | 68.3% | 31.7% |
| ±2σ | 95.4% | 4.55% |
| ±3σ | 99.73% | 0.269% |
| ±4σ | 99.993% | 0.0063% |
これをクリアにするために、Cpk があります!
Cp は 正規分布の真ん中は、UCLとLCLの規格の真ん中と一致するということが前提となっています。
しかし、先ほどのネジの話を思い出してもらいたいのですが、製造したネジの寸法値の平均が、すべて 5cm になることはないですね。とある日は5.2cm で とある日は4.6cmで…と偏りができます。
この偏りを加味した指標が “Cpk” となります。
実際に仕上がった寸法値の平均値と、狙い値(5cm)の差分を補正する処理が必要です。
この処理が入った値が Cpk といいます。Cpk の公式は以下です。
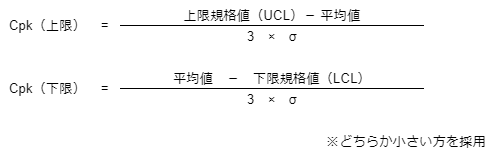
この公式によって算出された値で小さい方を採用してあげましょう。
まとめ
- Cpkで工程を評価しデータを維持することは、IATF16949で要求を受けている重要事項。
- Cp では 製品を製造するうえでの “ばらつき” は加味できない。
- そのばらつきを補正するために、Cpk ができた。(k は “傾き” の kらしい・・・)
- 一般的に、工程能力指数は 1.33以上 で管理を行う必要がある。
Noteはじめました!品質マガジン配信中!
車載品質マネジメントシステムの解説集!





コメント