皆さんはSPCというワードはご存知でしょうか。
で、工程の”ムダ”を減らすのにとっておきの手法です。
このSPCは重要特性を管理するうえでも重要な内容となっており、IATF16949にて要求されているコアツールの1つになります。今回はSPCを誰にでも分かってもらえるよう解説をしていきたいと思います!
SPC(統計的工程管理)とは?
Statistical Process Controlの頭文字を取ってSPCです。日本語に訳すと「統計的工程管理」となります。
良い品質の製品を安定して作り上げるため、生産工程のデータを統計的に集計し処理することで、工程の状態を見える化し監視するためのツールです。
工程の状態を監視することで、不良品が発生するのを未然に防止します。不良品が発生しないということは、工場での手間(ムダ)を削減したり、仕掛品の低減などが期待でき、工程の効率化を図ることができます。
自動車を作る上で非常に重要な規格、IATF16949にて要求されているコアツールの1つです。

品質関係に従事する人や生産技術、製造はもちろん、顧客対応をする営業なんかも知っておいて損はしないでしょう!
今回はSPCを誰にでも分かってもらえるよう解説をしていきたいと思います。
はじめに
SPCを語る上で、ばらつき(σ)や上方規格限界や下方規格限界を知っておく必要があります。
正規分布の記事で説明しているので、初めて聞いたっていう方は以下記事を先にご覧ください。
どうやって見える化するの?

既に記載した通り、SPCとは工程の状態を見える化して不良品が発生するのを未然に防止することをいいます。
見える化には「管理図」と呼ばれるグラフを用いることが多いです。この管理図を用いて、偶発的に生じたばらつきと、何かしらの異常によって発生したばらつきを区別します。
もし異常が発生していた場合は、迅速にその異常を特定し原因を除去します。そうすることで不良品が作られるのを予防し、工程外への流出を防止するのです。
見える化には折れ線グラフを用いると覚えてください!
管理図を知る!
データの数が多いほど正確な管理図を作ることができます。データは定期毎(1時間毎、半日毎、1日毎等)に測定し、折れ線グラフにしましょう。
折れ線グラフには以下のデータを入れます。
・過去の実績から計算した平均値
・上方規格限界値(UCL)
・下方規格限界値(LCL)
・規格の上限/下限値(Spec)
グラフで表すとこんな感じです!
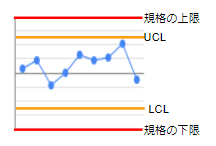
定期的に測定したデータがUCLとLCLの範囲にあるか確認していきます。もし外れてしまった場合は、何かしらの異常がある可能性が高いので原因を調査します。Spec範囲内ではあるものの、UCL・LCLを外れたタイミングで即座に調査を行う事で、不良品を作りこまない工程を維持します。
判定の基準は?
グラフを作ったのはいいものの、何が異常で何が正常か判断する基準を知らなくては、改善のアクションを取れませんね。
この章では、具体的にグラフの点がどのような状態になったら “工程が危険” かを解説していきます。
正常な状態
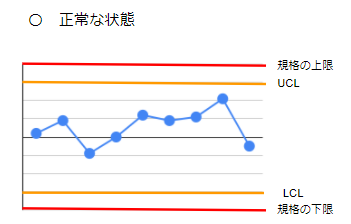
UCL・LCLの管理限界内で、かつ中心線の上下に同程度ばらついている。
推奨判定基準①(管理限界線外)
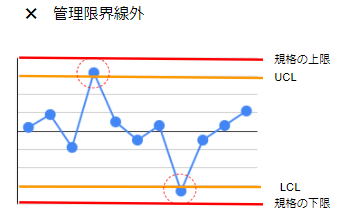
管理図の基本異常ルールです。UCL・LCLより外に打点されています。
推奨判定基準②(9つ以上の連)
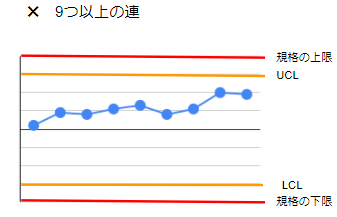
連続9点が中心線に対して同じ側にある。連が6~8個になったら注意深く工程を見守る必要があります。
推奨判定基準③(上昇・下降傾向)
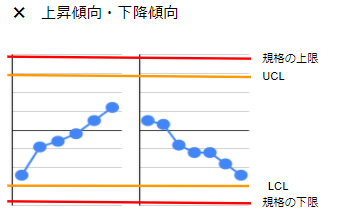
連続6点以上が上昇したり、下降したりしている。
補助判定基準①(14点が交互)
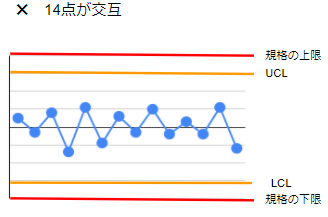
14点が交互に増減している。故意に作られたデータで見られやすいので注意。
補助判定基準②(3点中2点が領域A)
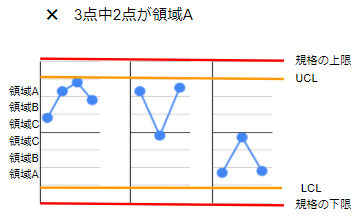
連続する3点中、2点が領域A以上にある。
補助判定基準③(5点中4点が領域B以上)
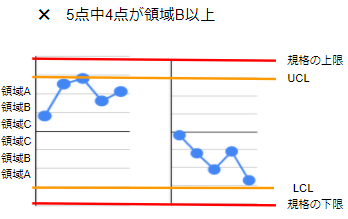
連続する5点中、4点が領域B以上
補助判定基準④(連続する15点が領域C)
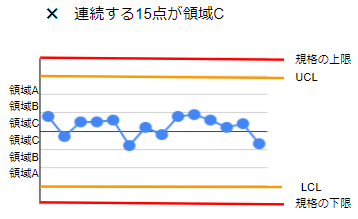
連続する15点が領域C内にある。
一見、正常な管理図であるように見えますが、測定内容の群分けを検討する必要があります。
補助判定基準⑤(8点が領域C超え)
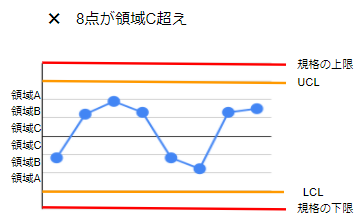
連続する8点が領域Cを超えた領域にある。群分けや層別の検討をする必要がある。
異常かな?と感じたら。
SPCは統計的手法ですが、ほかにQC七つの道具というツールもございます。『工程が異常かな?』と感じた場合は、QC七つの道具を使い原因を掘り下げていきましょう。QC七つ道具は以下の7つです。
- チェックシート
現場での作業状況をチェックする際に使うシート - パレート図
不良やクレーム件数を棒グラフと累積曲線で示した図 - 管理図
品質の推移を示す折れ線グラフに管理境界線を加えた図 - ヒストグラム
ばらつきの全容を把握するための図 - 特性要因図
結果と原因を矢印で示す図 - 散布図
2つの変数を軸としたグラフ上に打点し、データの傾向を把握するための図 - 層別
データをいくつかの層に分類し、それぞれの特徴を探る考え方
SPC管理のデータ収集方法
工程管理ツールというものがございます。このようなツールを用いることで、SPC管理を適切に行うことが可能です。
工程管理ツールとは、SPCに必要なさまざまな機能を備えたITツールのことをいい、例えばセンサーなどから自動的に製品情報や環境情報を収集し、管理図を表示する機能があります。
これってリアルタイムのデータ収集も可能で管理工数も大幅に削減できるでしょう。
まとめ
- SPCとは工程の状態を安定化させるために必要な管理手法です。
- 一般的に管理図というツールで工程の状態を『見える化』します。
- 見える化することで、工程状態の異常をいち早く検知します。
- 異常と思われる状態が確認できた場合、QC七つ道具を駆使して原因を追究します。
- 原因を早期に収束することで、不具合の未然防止につとめます。




コメント