
当記事のリンクには広告が含まれています
皆さんはMSAというITAF16949で要求されている解析手法はご存じでしょうか?
自動車を作る上で非常に重要な規格、IATF16949にて要求されているコアツールの1つになります。
今回はMSAを誰にでも分かってもらえるよう解説をしていきたいと思います!
こんな方にオススメの記事
- 自動車関係の部品製造メーカーに勤務されている方
- 品質保証に従事する方(これから担当する方や新入社員の方)
- IATF16949について学びたい方(取得しようとしている方)
- 自動車部品の生産技術に関わっている方

MSA(測定システム解析)の概要
Measurement System Analysis(測定システム解析)の頭文字を取って “MSA” といいます。一般的にはそのままに『エム・エス・エー』と呼ばれます。
IATF16949 のコアツールの1つであり、製品をしっかり測定できているか証明する、測定における誤差(バラツキ)を定量的に評価する方法です。
製造業にお勤めの方なら容易に想像できるかと思いますが、お使いの検査機や測定器は定期的に校正をされているかと思います。
校正は、測定器が正しい値を示すことができているのかチェックすることをいいます。
測定器が示す値を元にNG品を検出するわけなので、仮に測定機器が狂うと不具合品が流出しまくってしまい大変なことになりますね。
MSAも校正ととても似ている言葉になりますが、校正では加味しきれていなかった誤差(ばらつき)を確認する手法となります。
ちなみに、バラツキ繋がりで正規分布という考え方も非常に重要です。もしよろしければ参考に読んでみてください。
校正とMSAの違いとは?
はじめに、測定器の測定値が正しいと証明するためには、決められた5つの考え方があります。
この5つの指標で検証し、合格できれば、きちんと測定できていることになります。
校正とMSA ~5つの指標~
- 偏り
- 安定性
- 直線性
- 繰返性
- 再現性
ここでいう、①偏り ②安定性 ③直線性 をまとめて校正といいます。
そして、④繰返性 ⑤再現性 のことをGageR&Rと呼びMSAの考え方そのものです。
偏り
偏りとは『基準値と測定結果のズレ』を意味します。
例えば、ここに長さがピッタリ5cmのネジ(基準)があるとします。そして太郎さんがこのネジを5回測定したとします。重さの基準では分銅などが用いられるケースが多いです。
その結果は以下でした。
| 回数 | 測定結果 |
| 1回目 | 5.00cm(±0cm ズレなし) |
| 2回目 | 5.04cm(+0.04cm のズレ) |
| 3回目 | 5.00cm(±0cm ズレなし) |
| 4回目 | 4.98cm(-0.02cm のズレ) |
| 5回目 | 5.01cm(+0.01cm のズレ) |
このように基準5cmに対して、測定結果は、どれほどズレがあるのかで合格・不合格を判定します。
安定性
安定性とは『偏りの時間経過をみること』を意味します。
同じく、ここに長さがピッタリ5cmのネジがあるとします。
そして太郎さんがこのネジを5回測定を1セットとし、1セットを5日連続で行ってもらいます。
| 1日目 | 2日目 | 3日目 | 4日目 | 5日目 | |
| 1回目 | 5.00cm | 5.02cm | 4.99cm | 5.00cm | 5.03cm |
| 2回目 | 5.04cm | 4.98cm | 4.98cm | 5.00cm | 4.96cm |
| 3回目 | 5.00cm | 4.97cm | 4.99cm | 5.01cm | 5.00cm |
| 4回目 | 4.98cm | 5.00cm | 5.02cm | 4.99cm | 4.99cm |
| 5回目 | 5.01cm | 5,01cm | 5.05cm | 4.98cm | 5.01cm |
このように時間的にバラツキがないのか確認しています。
例えば、慣れによって作業が雑になってしまったり、工具の経年によって正しい値を測れなかったりすることはないか、安定して正しい値を測れているのか確認し、合格・不合格を判断します。
直線性
安定性とは『測定範囲内で偏りをみること』を意味します。
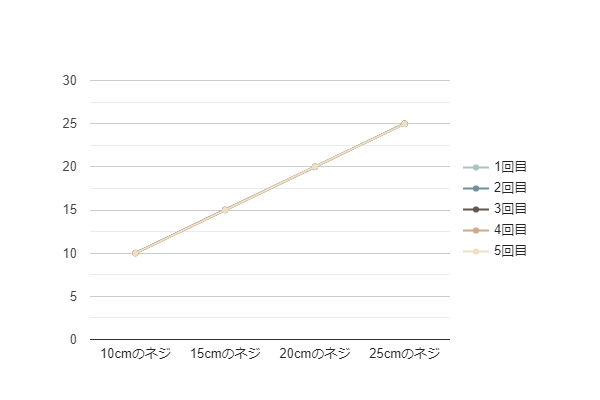
普段5cmを測定するために使っているノギスを使って他の長さのネジを何度か測定してみて、正しく測定できているのか確認します。直線性と呼ぶのは、測定結果をグラフ化したときに、直線的になっているのかを見ているからです。
例えば、普段5cmを測定しているノギスを使って、10cm、15cm、20cm、25cmを測定してみます。
| 10cmのネジ | 15cmのネジ | 20cmのネジ | 25cmのネジ | |
| 1回目 | 10.00cm | 15.02cm | 20.00cm | 24.98cm |
| 2回目 | 10.04cm | 14.99cm | 19.97cm | 25.00cm |
| 3回目 | 10.00cm | 15.03cm | 20.03cm | 25.00cm |
| 4回目 | 9.98cm | 14.97cm | 20.00cm | 25.01cm |
| 5回目 | 10.01cm | 15.00cm | 20.01cm | 24.97cm |
誤差が小さすぎて、すべての線が重なってしまいましたが、グラフ化してみるとこのような感じです。
繰返性
繰返性とは『実際の商品と測定結果のズレ』を意味します。
意味としては、偏りと同じ考え方なのですが、実際の製品を用いて測定を行います。
| 回数 | 測定結果 |
| 1回目 | 5.00cm(±0cm ズレなし) |
| 2回目 | 5.04cm(+0.04cm のズレ) |
| 3回目 | 5.00cm(±0cm ズレなし) |
| 4回目 | 4.98cm(-0.02cm のズレ) |
| 5回目 | 5.01cm(+0.01cm のズレ) |
再現性
再現性とは『測定者のバラツキをみること』を意味します。
太郎さん・次郎さん・花子さんの3名が、それぞれ5cm、10cm、15cmのネジを3回測定しました。
| 5cm | 10cm | 15cm | |
| 太郎(1回目) | 5.00cm | 10.00cm | 15.02cm |
| 太郎(2回目) | 5.04cm | 10.04cm | 14.99cm |
| 太郎(3回目) | 5.00cm | 10.00cm | 15.03cm |
| 次郎(1回目) | 4.98cm | 9.98cm | 14.97cm |
| 次郎(2回目) | 5.01cm | 10.01cm | 15.00cm |
| 次郎(3回目) | 5.04cm | 10.04cm | 15.03cm |
| 花子(1回目) | 5.00cm | 10.00cm | 14.97cm |
| 花子(2回目) | 4.98cm | 9.98cm | 15.02cm |
| 花子(3回目) | 5.00cm | 10.01cm | 15.00cm |
このように人が変わろうとも、同じ値を測定できるのか(再現性)を見ています。
MSAが必要な理由は?
偏りと繰返性は似た考え方ですし、『単純に再現性が加わっただけじゃん』と、お思いの方もいらっしゃるかと思います。
その考え方は間違えていないのですが、そもそもMSAは何を目的としているのか考えてみましょう。
測定結果が間違えていても、単純に『測定器が悪い!』といえるわけではないのはイメージが沸きやすいかと思います。
測定システムとは、
測定機器だけでなく、測定する対象物、測定者、測定方法(使用方法)
それらすべてのばらつきを含め、測定に関わる全体を『測定システム』として捉えた概念です。

まとめ
- MSAはIATF16949のコアツールの1つ
- 5つの指標で測定器が問題ないと証明できる
- MSAは人や測定器によって変動してしまうバラツキを解析する手法
- 測定システム解析は測定器だけのバラツキのみでなく、システムとしてのバラツキを評価できる




コメント